1、电极周期转换电絮凝预处理油气田产出水蒸发浓缩母液(《环境科技》-李华昌)
引言
石油工业是我国的重要工业,生活和工业都离不开石油,随着经济的发展,石油工业增加增加,随着产生的废水也逐渐增加。油气田的开采是石油工业的重要步骤之一,而开采过程中产生的废水可以由蒸发装置进行处理,将易挥发的物质去除,使难降解难挥发的有机物质被浓缩,形成油气田产出水蒸发浓缩母液。油气田产出水蒸发浓缩母液中含有高浓度的难降解有机物和大量的阴离子,如Cl-和SO42-。虽然油气田产出水蒸发浓缩母液水量不大但是它的处理难度很大,如果不经过合适的处理方式处理会对环境造成危害,进入水体会对水生生物的生存存在危害,对人体健康存在潜在隐患;此外随着石油工业的不断发展,油气田产出水蒸发浓缩母液的处理已经势在必行。
目前对油气田产出水蒸发浓缩母液的研究比较少,本实验中所处理的母液中含有高浓度的难降解有机物和Cl-,使得生物处理受到很大限制,而单一的物理处理(如吸附,超滤)效果不佳,所以物化处理成为处理该类废水的主体工艺。目前处理石油废水的主要方法有生物法物理法和物理化学法,物理化学法是处理石油废水的主要方法。电絮凝作为一种经济有效的物化处理方法,目前已经得到了越来越多的关注。电絮凝是一种利用电子为中间体,通过通电的方式使得电极板溶解到废水中形成金属离子,而阴极发生水的电解产生氢氧根,然后金属离子与氢氧根反应生成金属氢氧化物的絮凝物,再通过絮凝沉淀网捕的作用去除有机物。反应过程中,阳极会产生氧气,阴极产生氢气,气体也会产生气浮进一步去除有机物。电絮凝操作简单,且操作条件不受环境限制,无需加化学试剂,很大程度上可以将少污泥产率,无二次污染,属于一种经济有效的处理方法。电絮凝被证明可以有效处理石油废水和石油开采废水,电絮凝对于油气田产出水蒸发浓缩母液的研究很少。
周期转换电絮凝是指在一定周期内对电絮凝的阴极和阳极进行交换,和普通电絮凝相比,可以有效减少电极的钝化和反应中电流下降的问题。针对电絮凝可以有效去除有机物,且母液中高浓度离子 为电絮凝提高了有利条件,本文采用周期转换电絮凝处理实际油气田产出水蒸发浓缩母液,并对实验条件进行优化,确定了电絮凝是处理母液的经济有效方法。
1 材料与方法
1.1 原水水质
本实验处理的废水为某石油工业的实际油气田产出水蒸发浓缩母液废水,含有高浓度有机物和无机离子如氯离子和硫酸根离子等,属于难处理废水。
1.2 实验装置
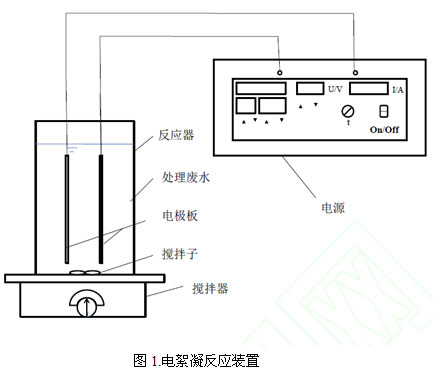
装置:实验反应器为500 mL的烧杯,反应器中平行放置2块电极板,电极板材料为Fe或Al,电极有效面积为24cm2(40mm×60mm×3mm),电极用支架进行固定并垂直放置,板间距调节范围为2~4cm。电源为DXN-F交流电源(江阴市大恒电器有限公司),交流电源的输出电压为0~60V,输出电流为0~30A,采用恒压方式对母液进行处理。实验装置见图1。
1.3 试验方法
取500mL油气田产出水蒸发浓缩母液上清液于500mL的烧杯反应器中,在母液原pH下进行电絮凝,每隔10min取样1次经过4.5mm滤膜的过滤,测量所取样的COD,计算COD的去除率。通过单因素逐个优化法对电絮凝处理母液的效果进行优化。评价指标为COD去除率和每kgCOD能耗,计算公式(1)和(2):
COD去除率(%)= (COD0-CODt)/COD0×100% (1)
式中:COD0为初始COD质量浓度,mg/L;CODt为反应t时间后的COD质量浓度,mg/L。
能耗(kW﹒h)=UIt/((COD0-CODt)×0.5)×1000 (2)
式中:U为电絮凝施加电压,V;I为施加电流,A;t为电解时间,h;0.5为反应器容积,L。
2 结果与讨论
2.1 极板选择
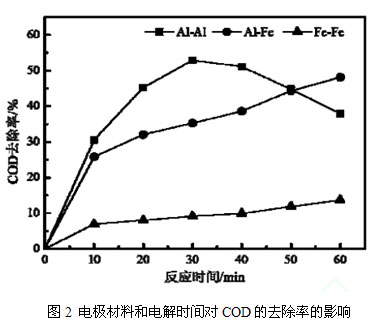
Fe和Al是电絮凝中最常用的极板材料,不同的废水适合的电极板材料也是不同的。实验中采用Fe-Fe,Al-Al和Al-Fe为电极材料,在电压4V,板间距3.5cm,电解时间60min条件下对母液进行处理,比较处理效果确定最佳电极板材料。电极材料和电解时间对COD的去除率的影响见图2。从图2中可以看出,Al-Al电絮凝能在较短时间内达到超过50%的COD去除率,Al-Fe电絮凝对母液中COD也有去除效果,但是去除效果不如Al-Al,而Fe-Fe电絮凝对母液中COD的去除效果最差,说明Al的絮凝物比Fe的絮凝物更适合处理母液中COD。Fe-Fe电絮凝反应中由于电子交换和Fe2+和Fe3+的转化存在一定的氧化作用,而母液中有机物为难降解有机物,基本不能被氧化去除;而Al的絮凝物有较好的絮凝效果,且Al的絮凝物表面积较大,能更好的絮凝沉淀有机物,所以Al电极电絮凝比Fe电极的电絮凝处理效果好。本实验中选Al-Al电极为处理母液的最佳电极,接下来的实验都以Al-Al为电极材料。
2.2 板间距优化
板间距也是影响电絮凝去除有机物的影响因素,较低的板间距使得电阻较小,低电压就会产生较高的电流,使得能耗低,但是低的板间距会使得有机物可能没有足够的距离与絮凝物结合导致去除率不高;较高的板间距会使得能耗过大,因此也需要优化。在电压4V,母液原pH条件下,研究板间距对有机物去除的影响。
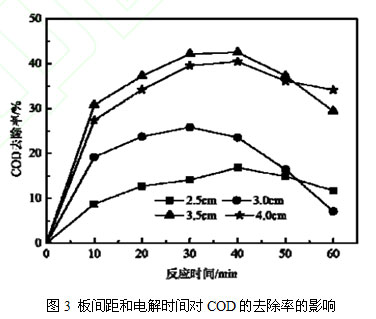
板间距和电解时间对COD的去除率的影响见图3。从图3中可以看出,随着板间距的增加,电絮凝的处理效果先增加,板间距为3.5cm时,COD的去除率最高,而当增加板间距为4.5cm时,COD的去除率有了些微的下降。因为母液中有机物的浓度很高,需要足够的时间和空间进行絮凝反应,首先板间距的增加正好为絮凝物有了更多的空间和时间与母液中有机物反应然后絮凝去除,使得去除效果上升;反应中电压不变,但是当板间距过大时,电流会变小,溶解的金属离子和形成的金属絮凝物也减少,使得COD的去除率也减少。3.5cm为本实验的最佳板间距。
2.3 电压优化
电压是电絮凝处理效果的主要影响参数,电压决定了电流密度,电流密度大,越多的金属离子溶解到废水中形成更多的絮凝物去除污染物质,但是如果电压过大时,电流的利用效率不高,过度增加的电压不会明显提高有机物的去除,反而会造成电耗的过大,因此要进行优化。在板间距3.5cm,母液原pH条件下,研究电压对有机物去除的影响。
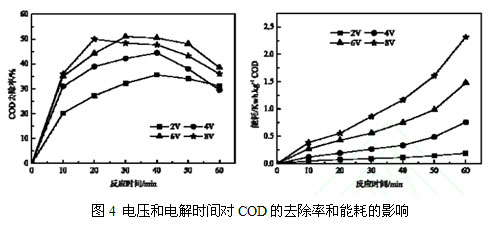
电压和电解时间对COD的去除率和能耗的影响见图4。从图4可以看出,COD的去除率随电压的增加而增加,当电压从6V增加至8V时,COD的去除率只有些微的增加。而电压随首先随着电压的增加,溶解的金属离子和形成的金属絮凝物增加,COD的去除率也随之增加,但是当电压高于6V时,COD去除率只有些微的增加。
2.4 反应时间优化
反应时间也是电絮凝处理母液的重要影响参数,一般来说去除率随时间的增加而增加,但是反应时间的增加也会使得能耗逐渐增加。在最优U=6V,最优电极板间距d=3.5cm条件下对电絮凝处理母液的时间进行优化,实验结果表明COD的去除率先随时间的增加而增加到电解时间为30min后达到最大值52.90%,然后随着电解时间的增加,COD的去除率又开始下降,开始随着电解时间的增加,Al的絮凝物逐渐增加使得COD去除率不断上升,反应中pH值随反应时间也逐渐增加,当pH值大于10时,Al(OH)4+是Al离子在母液中的主要存在形式,但是Al(OH)4+没有絮凝沉淀作用,因此过多铝电极溶解也不会产生有效的金属絮凝物,相反的,Al(OH)4+带正电荷,过多的Al(OH)4+会使它们相互排斥,使得处理效果下降。
电解时间对COD的去除率和能耗的影响见图5。从图5可以看出,能耗随反应时间的增加而增加,30min后能耗的增加幅度逐渐变大,原因是30min后去除率有所下降导致的。考虑到去除率和能耗,本实验选择30min为最佳反应时间。
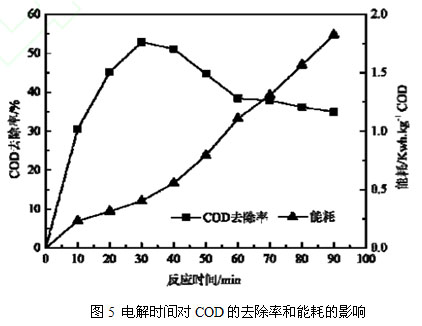
在最有条件电压6V,板间距3.5cm,反应时间30min时,COD的去除率为52.9%,此时每kgCOD的能耗为0.42kW.h,ρ(BOD)/ρ(COD)由0.1增加至0.39,生化性得到了较好的提升,且最优条件下能耗也很小,证明电絮凝是适合预处理母液的有效方法。
3 结论
(1)油气田产出水蒸发浓缩母液具有水量小,COD浓度高,无机离子高和电导率高的特点,本实验采用周期转换电絮凝对其进行处理,并对实验条件进行优化。
(2)电絮凝处理油气田产出水蒸发浓缩的最优条件为Al-Al电极,施加电压6V,板间距3.5cm,反应时间30min。最优条件下COD去除率为52.9%,能耗为每kgCOD0.42kW.h,母液的ρ(BOD)/ρ(COD)由0.1提高到0.39。
(3)电絮凝处理母液的能耗很低,具有良好的经济效益;母液的可生化性得到了很好的提高,有利于进一步的处理。电絮凝被证明是适合预处理油气田产出水蒸发浓缩的有效方法。
2、电絮凝技术处理废水应用现状及其影响因素研究
1 引言
电絮凝技术被视为一种结合电化学和化学混凝的交叉技术。1909年,美国申请题目为以铁板和铝板作电极的电絮凝技术专利,自此电絮凝法以效率高、无需外加药剂、减少二次污染、操控和设备维护较简单以及易于自动控制的优势逐渐成为处理无机、有机废水的有效方法。
2 电絮凝技术在废水处理中的应用现状
电凝聚技术从19世纪发展至今,其研究涉及范围几乎涵盖了废水处理的各个领域,包括难降解有机废水、油田废水、实验室废水、电镀废水、餐饮废水、含重金属冶炼废水、以及垃圾渗滤液、金属的回收、给水处理等领域。下文将着重分析电絮凝技术在难降解有机废水、电镀废水、油田废水、实验室废水、含重金属冶炼废水这五个领域的研究现状及其取得的成果。
2.1 有机废水的处理
有机废水包括染料废水、皮革废水、屠宰废水、造纸废水,这几类废水都不同程度含高浓度有机物,这种有机物结构复杂且难以降解,直接排放会造成很严重的环境污染,而这一系列的特点,都给传统废水处理方法带来很大的困难,然而电絮凝技术在处理此类废水上具有良好处理效果,因此,一种新型的更有效的污水处理法就应运而生了——电絮凝技术。
K.S. ParamaKalyani等通过研究电凝聚法处理造纸工业废水的电解时间、电荷密度、pH值、电解质浓度等因素得出实验结果:低碳钢电极的最大脱色率为92%,COD去除率为95%;铝电极的最大脱色率为84%,COD去除率为89%。
MahmutKobya等对实际印染废水利用铝和铁电极在序批式反应器中的处理过程进行了研究,并比较了各自产生的操作费用。实验结果表明,这种方法的处理效果很大程度上取决于废水自身的pH值。铝电极在酸性介质中效果较好,而铁电极在碱性介质和中性介质中表现更优,此外不同的电极材料对于处理废水的操作费用有很大影响,包括电能消耗、材料消耗两方面产生的成本,因此在实际处理中,要综合多方面因素选取电极材料。
石淑云对屠宰场废水做了周期换向脉冲电凝聚处理,在最佳直流电絮凝参数的基础上讨论了周期换向脉冲参数,废水的COD、色度去除率均可达到85.4%、92.2%甚至以上,并且周期换向脉冲的耗能是几种方法中最低的,符合经济性要求。
梅建辉等用低压低频交变脉冲电化学法处理甲基橙印染废水,选用铝阳极、铁阳极和不锈钢阳极处理,最高脱色率分别为93%、95%、87%,COD去除率分别为92%、90%、82%。
2.2 含重金属废水的处理
重金属污染物在环境中稳定性高、难降解、迁移范围广,且对人类健康及自然环境的影响日益严重正逐渐成为全球性的问题。电絮凝处理技术随电力工业的发展逐步成熟,可以很好的克服一些化学法多方面的缺点,故在含重金属废水的处理中得到了广泛的应用。
徐旭东等用电絮凝法使用不锈钢-铝电极材料对含铜废水进行处理,发现在最佳条件下,Cu2+的去除率平均能达到99%以上,COD的去除率也能达到97%(实验条件:废水铜离子浓度为150mg/L);在同样的实验条件下,该种方法对200mg/L浓度Cl-的废水处理时,效果也很不错。
2.3 油田废水领域研究现状
为了保护生态环境,必须对含油污水进行处理,对于电絮凝法处理含聚合物采油污水的问题,电絮凝技术在处理该类废水时存在诸多优点,因此在油田上使用非常广泛。马敬环等人通过优化电极材料、电板间距、电流密度、pH值和电解时间几个因素,得到了几次试验中的最优处理结果,COD去除率68.5%,聚合物去除率49.5%;已突破其他传统方法的处理效果。
2.4 城市污水的处理
城市污水处理是人们越来越关注的热点问题,毕竟与每个人的生活息息相关,现如今使用的化学絮凝强化一级处理法存在着絮凝剂耗费量较多,污泥产量较大,处理与处置过程费用高等一系列缺点,电絮凝法与之相比就优势明显了,产生污泥量少、装置占地面积小、易实现自动化、操作维护方便等等,而且它的实现条件很好满足,只要有电,就可以应用,应用到各居民生活区、各类船舶上更是如鱼得水。
Alaadin A. Bukhari把不锈钢作为电极材料,对城市污水中的总固体悬浮物和浊度进行电凝聚处理,得到如下结果:在0.8A的电流下处理五分钟,总悬浮物的去除率最高能够达到95.4%,效果显著。
对于生活污水的处理,很受关注的两点就是时效性和可行性,杨毅等学者改变之前电极使用方法,采用了铝铁电极组、铝不锈钢电极组、双铁电极组等组合方式,也通过大量控制条件的实验得出结论:在废水pH值为6.8、电解时间达到30min、电流密度在0.25A/dm2的条件下,COD、SS及色度去除率分别在68%、69%和88.1%以上。
3 电絮凝影响因素
3.1 极板材料对处理效果的影响
电极材料是电絮凝过程的核心,电极材料主要有铁、铝、镁、钠、锌、钡、不锈钢、合金、惰性电极等。党亚攀等分别采用铁阳极和铝阴极、铝阳极和铁阴极、铁作阴阳极以及铝作阴阳极分别对TOC和Ni进行去除,发现铁阳极和铝阴极组成的电极组合的去除效果优于其他三个组合。
3.2 初始PH对处理效果的影响
在电絮凝过程中,pH是影响处理效率的重要因素,pH对电絮凝效率的影响主要体现在絮凝体形态、极板溶出及导电率。党亚攀等对不同初始pH下TOC和Ni进行测定,结果显示初始PH=3时,絮凝效果最好,TOC和Ni的去除率最高,最有利于Ni-EDTA的去除。杨波等发现将PH考察的上限定为5.10,Cu2+去除率随水体PH值上升而增加。
3.3 电流密度对处理效果的影响
电流密度与混凝效果的阳离子产量、气泡产生量及大小、溶液混合程度、物质传递效率有直接关系。熊道文等通过实验研究了电絮凝装置的电流密度对处理效果以及电极损耗的影响,结果显示处理效果随电流密度的提高而升高,并且随着电流密度的升高,极板的消耗速率也不断提高。
3.4 电解时间对处理效果的影响
电解时间的长短应根据目标水体的目标污染物及其浓度而定。熊道文等通过实验发现电解时间对不同重金属离子的去除率影响略有不同,随电解时间的延长去除率不断提高,但是电解时间不宜过长,可能造成去除率基本不变甚至有所下降。
4 结论与展望
电絮凝是一个复杂的物化反应过程,作为一种环境友好型技术,凭借独特的优势具有广泛的应用前景。然而目前的研究状况仍存在较多问题,如电絮凝处理效果受复杂因素影响较多,难以对反应条件进行全面控制;电极钝化、极化现象在水处理过程中普遍存在,这便使得电絮凝的去除效果降低,能耗增大。以上这些问题的解决将使电絮凝法有进一步的发展,从而成为广泛使用的废水处理方法。

